热线:135-2877-5529
日期:2025-03-25 编辑:鹏丰精密五金 阅读: 26
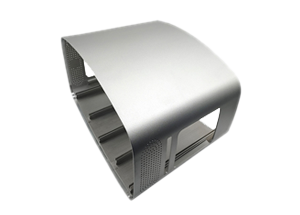
随着科技的不断进步与发展,金属板材成型加工工艺也在不断的完善与优化中,而方壳模具拉伸技术就是其中重要的组成部分之一。

所谓方壳模具拉伸技术,是指将平板毛坯通过压边圈固定在凹模上,在凸模向下运动时,使板料产生塑性变形,从而形成开口空心零件的一种冲压方法。对于方壳模具拉伸来说,其具有很多特点:1、相对于圆形件的拉深,方形件拉深深度较大;2、方形件四角处材料流动困难,易出现开裂现象;3、需要进行多次拉伸才能完成最终形状的制作。
为了保证产品的质量并提高生产效率,以下为几个实用的技巧:
1、合理设计模具结构:选择合适的圆角半径和斜度值,以减少应力集中;同时设置适当的排气孔位,避免空气积聚导致起皱;
2、精确控制润滑剂用量及涂抹位置:过多或过少都会影响成形效果;
3、采用多工序逐步减薄法:可有效缓解四角处受力不均的问题,并且有助于获得更加均匀壁厚的产品;
4、考虑回弹因素调整模具尺寸:由于金属材料存在弹性变形,因此实际产品尺寸会比模具略大些,需预先计算好补偿量。
以上便是对方壳模具拉伸的一些基本概述以及建议采取的技术措施。只有深入理解和灵活运用这些原则,我们才能够确保每一个步骤都能达到最佳状态,进而实现高效稳定地制造出符合要求的优质零部件。




Copyright © 2022 深圳市鹏丰精密五金有限公司 All Rights Reserved 粤ICP备18084774号



 135-2877-5529
135-2877-5529